
Facilities
UNSW
At UNSW the 3D additive team has access to equipment at the Mark Wainwright Analytical Centre, in addition to the extensive and well-established research facilities available at the School of Materials Science and Engineering. Below is a list of equipment that our experts most frequently use to analyse and print AM alloys:
ProX DMP 300

The ProX DMP 300 is a high-performance, high-quality metal 3D printer for part manufacturing, which offers reduced waste, greater speeds for production, short set up times, very dense metal parts, and the ability to produce very complex assemblies. It features an automated material loading and recycling system and can accommodate a build volume of 250 x 250 x 330 mm (9.84 x 9.84 x 12.99 in). A surface finish quality of up to 5 Ra μm is achievable, requiring less post-processing.
ProJet 3500HDMax

The high-capacity ProJet 3500 HDMax offers greater productivity, especially using the high-speed printing mode, and larger high-definition prints for the production of functional plastic parts. Users also benefit from increased throughput, part size, feature detail and quality. This printer has four printing modes (HD – High Definition, HS – High Speed UHD, Ultra High Definition XHD, Xtreme High Definition) and a maximum resolution of 750 x 750 x 1600 DPI (XYZ); 16μ layers. The typical accuracy of the printer is 0.025-0.05 mm per 25.4 mm of part dimension.
Metallurgy lab

In this lab our experts conduct sample preparation using grinding, cutting and polishing tools, in addition to optical microscopes, and furnaces for heat treatment.
SEM: EDS, FIB/P-FIB, (3D)-EBSD
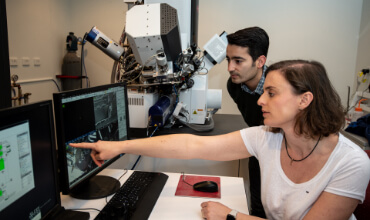
Our experts use SEM and its related techniques (EDS, FIB/P-FIB, (3D)-EBSD, TKD) routinely to investigate the microstructure of AM alloys at the micro- and nano-scale. Several different SEMs are available to obtain microstructural and compositional information, as well as a conventional Ga+ FIB and a P-FIB, both used for APT and TEM sample preparation and 3D- EBSD and conventional EBSD.
Gleeble 3500
The Gleeble 3500 is a thermal and mechanical testing system that can be used to measure mechanical properties of samples at high temperatures. Among other things, the Gleeble 3500 can be used to perform tensile and compression testing, create stress-strain curves and perform ductility testing. The system’s high heating and cooling rates also make it possible to test the effects of thermal cycling.
The University of Sydney
Sydney Microscopy & Microanalysis (SMM) is a large microscopy facility at the University of Sydney, with a wide range of equipment available. This is where the 3D additive team conducts part of their experiments. Printing, as well as advanced pre- and post-processing of materials can be conducted at the Sydney Manufacturing Hub (SMH), a newly establishing manufacturing-focused research facility.
Below you can find a list of techniques that are used by the experts of 3D additive to investigate AM alloys.
Specimen preparation
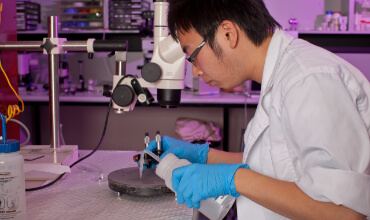
Specimen preparation is one of the most crucial steps in obtaining high quality data of samples. Our specialists use a large variety of techniques, such as cutting, grinding and polishing tools, to prepare electron microscopy and atom probe specimens.
Optical microscopy

Several different optical microscopes are available, and are used by our experts to check the quality of specimens prepared, as well as melt pools present in AM alloys.
APT (laser and voltage)

Two different atom probe types are available at SMM, the CAMECA LEAP 3000 Si and LEAP 4000X Si, on which our experts perform 3D spatial and composition analysis of AM alloys.
TEM
A wide range of TEMs are used by our experts for micro- and nano-structural analysis.
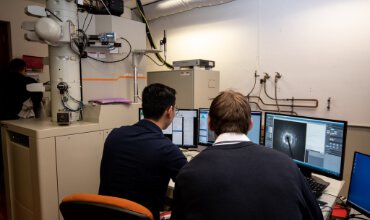
SEM
Our experts use SEM and its related techniques (EDS, FIB/P-FIB, (3D)-EBSD, TKD) routinely to investigate the microstructure of AM alloys at the micro- and nano-scale. Several different SEMs are available to obtain microstructural and compositional information, as well as a conventional Ga+ FIB and a P-FIB, both used for APT and TEM sample preparation.
In-situ microscopy
Our most common in-situ techniques are heating, cooling and tension or compression of samples but there is a whole range of additional micro- and nano-manipulation techniques available in SEM and TEM.
Mechanical testing equipment
Several different tools are available for mechanical testing, such as hardness, tensile strength, fracture toughness or fatigue.
Heat treatment lab

For annealing or heat treatment of AM alloys there are several options available, such as salt and oil baths and regular furnaces.