
3D Printing
What is 3D Printing?
3D printing, also called additive manufacturing (AM), is a method of producing objects of almost any shape from a computer-aided design (CAD) model. Most 3D printers build components by adding material layer by layer, using an energy source to melt the material and fuse it together.
The first 3D printing technique was invented in 1983 by Charles Hull and was called stereolithography. This techniques used UV light, focused on a UV curable liquid polymer, to fabricate parts. Since then, steady development of new 3D printing techniques has made it possible to 3D print a large range of materials.
Many believe that the availability of reliable and cheap 3D printers will revolutionise manufacturing. Traditional manufacturing is dominated by subtractive methods (cutting away from bulk material to form the desired shape) and formative methods (casting or injection moulding). These methods lend themselves to large scale production of identical parts, but they face serious limitations in terms of customisability and component complexity. 3D printing overcomes these limitations, providing a means of manufacturing complex parts that can easily be customised. It also removes the need for multi-stage production lines and can potentially fabricate ready to use products in one step.
The obvious application for 3D printing technology that is often discussed is in the biomedical industry. Orthopaedic implants can be fabricated in the hospital immediately before surgery and can be customised specific to the anatomy of each patient. Moreover, implants can be fabricated as low-density cellular structures to improve comfort for the patient.
So far, only a handful of industries have been able to take advantage of the potential for 3D printing metals – biomedical and aerospace being the main ones. But demand for customised and complex consumables by individuals and industries is likely to grow. There are many who believe that reliable and fast 3D printing of metal will play a major role in factories of the future.
Advantages and disadvantages of 3D printing
Additive manufacturing is incredibly versatile in terms of the materials that can be used and shapes that can be achieved. 3D printers exist for polymers, metals, ceramics and even concrete.
In 2014, a company in China 3D printed 10 houses out of concrete in less than 24 hours (BBC, 2014). Another advantage is that very little material is wasted as only the material that is needed is used.
However, even though AM is quite versatile and can produce many complex structures, it can have drawbacks such as slow build rates or high manufacturing costs. In some cases post-processing is required to obtain the desired surface finish or the correct dimensions.
The main challenge though that is currently holding back the adoption of AM in industry, is the lack of scientific understanding of the underlying processes that lead to complex microstructures and property relationships.
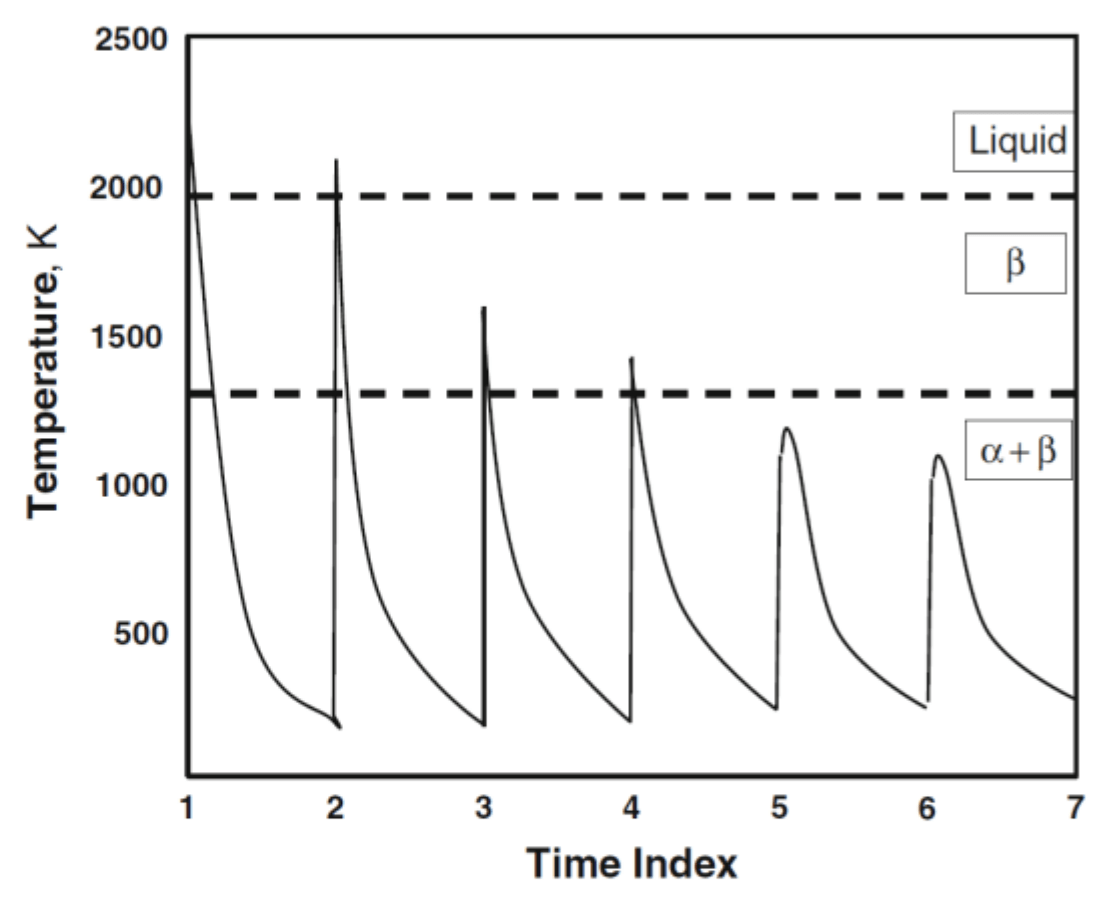
Figure 1: Simplified thermal profile of a single layer of 3D printed Ti-6Al-4V [1].
Without a strong understanding of these processes, it is impossible to eliminate uncertainties in the 3D printing process, which can cause internal stresses within the part leading to deformation or even catastrophic failure. So in order to rely on the parts that are being built, it is essential that the influence of different printing parameters is investigated in more detail.
The thermal profile of a 3D printed Ti-6Al-4V layer in figure 1 shows the complex heating and cooling cycles, characteristic of the 3D printing process. During fabrication, the top layer is melted and fused to lower layers, and heat from the melt pool conducts through the lower layers. The cyclic thermal loading varies for different regions of the manufactured part.
For example, the bottom layer is exposed to many cycles of heating and cooling, while the top-most layer is only subjected to one. This cyclic thermal loading contributes to the unique and complex microstructures that appears in 3D printed metal parts.
It has been shown that the microstructure and mechanical properties of a 3D printed part depends on the material, printing technique, processing parameters and even the geometry. Variations may even appear when the same part is printed from two printers of the same type. The number of different combinations for processing conditions is staggering, and so far, only a small number of alloys can be reliably printed with the necessary mechanical properties.
Until a strong scientific understanding is developed, it is impossible to eliminate uncertainty when 3D printing metal.
It is generally acknowledged that accurate modelling, real-time sensors and closed loop control will be needed to ensure quality and repeatability in 3D printed parts [1].
This is especially important since the industries that stand to benefit the most from metal 3D printing – aerospace, military, biomedical – are also industries that require precision and repeatability.
What are the Metal 3D Printing Techniques?
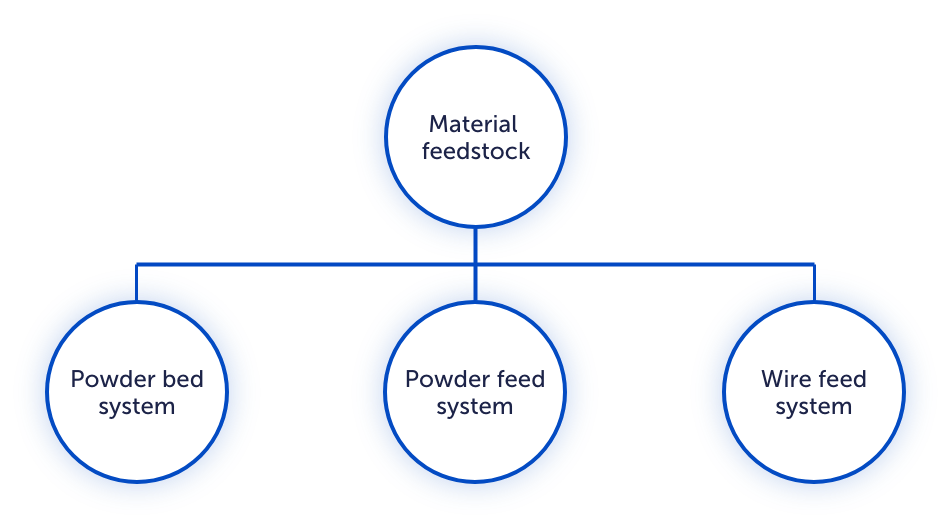
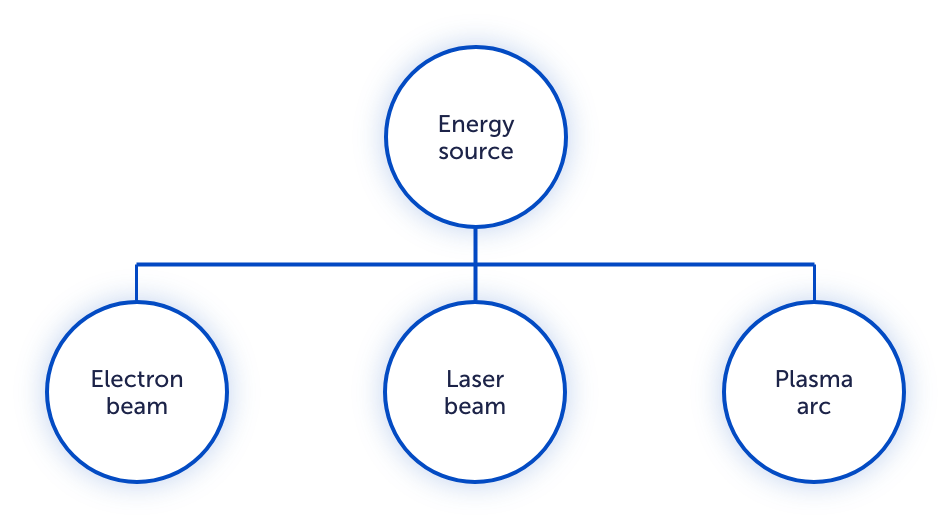
There are many different metal 3D printing techniques, but they all involve the basic principle of depositing the raw material and melting/sintering it in place. It is convenient to categorise methods by the material feedstock used to deposit material and the energy source used to melt it. The most common feedstock and energy sources are:
From the combinations of feedstock and energy source many distinct techniques are available, each with unique advantages and disadvantages. However, there are three techniques that dominate commercial metal 3D printers [2]. These are:
- Selective laser melting (SLM), also called Laser beam melting (LBM) and direct metal laser sintering (DMLS)
- Electron beam melting (EBM)
- Laser metal deposition (LMD), also called direct metal deposition (DMD) and laser engineered net shaping (LENS)
Selective Laser Melting
Selective laser melting (SLM), also known as Laser beam melting (LBM) and direct metal laser sintering (DMLS), is a powder bed system that uses a laser beam as the energy source. Metal powder is spread across the build plate and the high energy laser beam scans over the powder to selectively melt certain section according to the computer model.
The build plate incrementally moves down and another layer of powder is deposited on the surface, melted and fused with the lower layer. The type of laser used varies with each company, but in general, a near-infrared laser beam with power up to 1 kW is common [2].
To prevent oxidation, the build chamber is filled with inert gas. Usually argon is used, although different metals may favour different gases based on their reactivity [3].
Electron Beam Melting
Electron beam melting (EBM) is a powder bed system that uses an electron beam as the energy source. For the EBM process, the build chamber is evacuated and the powder bed is heated close to the melting point of the metal before the electron beam is applied.
The operation is very similar to SLM, but the use of an electron beam instead of a laser beam helps to conduct heat away from the melt pool and the elevated preheating temperature produces less intense thermal gradients within the manufactured part. As a result, parts fabricated by EBM contain less internal stress than parts fabricated by SLM [3].
However, EBM generally produces a poorer surface finish than SLM, the resolution is lower, and it has slower printing times due to the elevated temperatures and evacuated chamber.
Laser Metal Deposition
Laser metal deposition (LMD) is a powder feed system that uses a laser beam as the energy source. Powder is applied by a powder delivery nozzle and simultaneously melted onto the build by using a focused laser beam. An inert gas, usually argon, surrounds the melt pool and prevents oxidation. In some machines the entire build chamber is filled with an inert gas.
The primary advantage of LMD is the high build rate that can be achieved, which can be up to 1500 cm3/hr, which is significantly higher than SLM or EBM.
A complimentary method to LMD uses a wire feedstock instead of a powder feedstock. Powder feedstocks currently dominate in commercial machines, but wire feedstocks offer some advantages, such as higher deposition rates, lower porosity and a better surface finish. Moreover, the cost of wire preparation is generally lower than powder preparation [3].
References
[1] W.E. Frazier, J. Mater. Eng. Perform., 23 (2014) 1917-1928.
[2] D. Herzog, V. Seyda, E. Wycisk, C. Emmelmann, Acta Mater., 117 (2016) 371-392.
[3] A. Bandyopadhyay, S. Bose, Additive manufacturing, CRC Press, Boca Raton, 2016.